



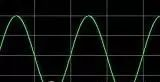
[摘要]从流体动力学的角度来讲,涂布液体在不同位置受力不稳定造成了此缺陷,该不稳定在涂布基材上就会呈现横向方向的正弦波形分布的涂布厚度不均。
通常我们所说的”规律竖条纹“(Ribbing)缺陷指的是沿机器方向出现的平行条纹,并且整个涂布幅面都有此缺陷。
如果在一个刚出涂布头的胶面上你拿个梳子或者锄地的耙子沿机器方向抓,那恭喜你,你人为地抓出了外观一样的缺陷。(如下图)

该缺陷最厉害的地方是一旦发生了,你的产品得率一下子就降到了0%,因为你找不到一块你能用的地方,而其他如突点,线条大不了你切割的时候把这块去除就可以了。
规律竖条纹“(Ribbing)怎么产生的:
从流体动力学的角度来讲,涂布液体在不同位置受力不稳定造成了此缺陷。
该不稳定在涂布基材上就会呈现横向方向的正弦波形分布的涂布厚度不均。
流体的受力差异造成了涂布厚度的不均匀分布,该受力差异是涂布液体本身粘弹力,惯性力,表面张力等各力在不同方向的叠加产生的。
一般情况下,该条纹在烘干的过程中也很难通过流平消除。
虽然这种涂布厚度的差异可能比较小,但是很多情况下或者说在一定角度肉眼还是可以很容易观察到这种缺陷。
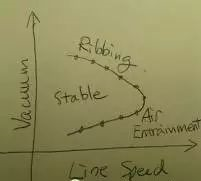
通过工艺调整还是可以避免这种缺陷的产生,从另一角度来讲,它必然有一定的工艺操作窗口,以狭缝涂布方式为例:
如果你用一个本身带沟槽的辊如线棒去涂,当产生这种缺陷的时候你第一感觉是因为线棒的沟槽造成了这种缺陷,但是当你即使换成一根光滑的辊你发现也会出现这个问题,这时候你就迷茫了。
当你去量条纹的间隙宽度然后去和线棒的沟槽宽度比较时,发现两者并不相同。然后你就会明白这并不是沟槽的错!
如何有效避免这种缺陷:
第一步,是要确定你现在的工艺是否在合理的工艺窗口(process window)内。在涂布时,很多工艺参数是可调的,而且通过调整可以达到你想要的效果。
第二步,如果你真不知道工艺窗口,那也有一些常规通用的办法。
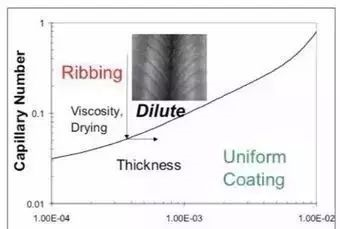
稀释你的涂布溶液,降低溶液粘度(其实就是降低溶液的Ca)
看是否可以加一些表面活性剂
如果是辊涂,减小辊子的直径也是一种有效的办法
第三步,如果你找到一个比较好的操作条件,必须把这个操作文件做成标准操作程序,这样才能可持续可重复的做出好产品来!
转载请注明出处。
1.本站遵循行业规范,任何转载的稿件都会明确标注作者和来源;2.本站的原创文章,请转载时务必注明文章作者和来源,不尊重原创的行为我们将追究责任;3.作者投稿可能会经我们编辑修改或补充。

 热点推荐
热点推荐
 精选导读
精选导读





 关注我们
关注我们