



电芯盖板顶焊高速焊接系统
项目特点;解决问题类型
此设备用于将电芯盖板与铝壳壳口封口焊接。功能包含电池上下料模块、高度定位模块、封口焊接模块、焊接过程氮气保护、烟尘处理、MES追溯系统等功能;夹具定位精确,能同时对4个电池取放、定位、焊接,效率高,以2614897电芯,4000W激光器焊接为例效率可达20PPM/Min,焊接速度高达200mm/s。
工位特点
1、能同时取放4个电池。
2、能同时对4个电池进行装夹定位。
3、采用龙门式直线电机焊接,焊接速度高达200mm/s,生产效率高,焊缝质量稳定。
重要参数
焊缝熔深:0.3~1.2mm ;
焊缝耐压值:>1MPa ;
焊接速度200mm/s;
设备产品良率≥99.5%;
设备故障率DT ≤2.0%;
整套系统 20PPM/min;
InnoWeld 高功率振镜焊接头
InnoWeld 高功率振镜焊接头是由大族激光完全独立自主开发的高功率振镜焊接系统
包含Dragon和Tiger两个系列,Dragon系列适用于6kW及以下光纤激光器加工应用,Tiger系列适用于3kW及以下光纤激光器加工应用,特别适用于动力电池模组连接片的激光焊接。
铝壳模组自动智能组装整线系统
项目特点:
该自动线旨在实现铝壳方形模组自动智能化组装生产,以提高产品品质一致性,提升企业自动化水平,较少人工,对于产品整个生产环节、工艺参数等实现智能数据化管理,实现方形铝壳模组组装自动智能化。包含有电芯自动托盘上料、电芯扫码检测、电芯智能配方上料、自动贴绝缘胶、电芯堆叠、模组自动组装、模组自动打标、模组电芯扫码数据绑定、模组绝缘检测、模组BUSBAR焊前CCD定位、极柱面平整度检测、传感器焊接、走线板集成安装、BUSBAR自动压紧定位、CCD自动寻址焊接、焊后检测、EOL测试、上盖安装、自动下线部分以及整线MES系统等。
工位特点
特点:
1、电芯托盘上料,采用上下层线体传送,可扩展人工小车自动上托盘功能;
2、电芯自动扫码、OCV/IR测试,全检,不良品自动剔除,并上传系统参数便于追朔;
3、电芯侧面贴胶采用线边左右布置贴胶机贴胶,轮换使用,换胶不停机,且人工更换料卷安全可靠;
4、电芯工位间切换采用步进式传送,可扩展电芯侧面等离子清洗、电芯侧面涂胶等工艺,以适应不同模组组装工艺要求;
5、模组堆叠采用双工位工作,堆叠时另外一工位自动下料组装,工作效率高;
6、 模组组装采用双工位组装台,自动组装、自动对位、自动挤压,自动压紧,可实现电芯正装或者倒装两种形式;
7、侧板、端板连接可实现激光侧缝焊、CMT焊接以及螺栓连接方式(选择一种形式);
8、后段线体循环工装工作,工位顶升定位、自动扫码,保证位置的一致性及信息数据的准确捆绑无遗漏;
9、BUSBAR焊前检测CCD拍照,焊接工位自动寻址焊接,工位可靠的压紧定位,配合保护吹气保护装置,以确保焊接位置的准确性及焊接效果的稳定性;
10、采用自主研发高功率振镜焊接头,一次完成多个极柱焊接,工作效率高;
11、所有焊接系统均具有激光器功率反馈功能,以保证焊接功率的稳定性;
12、CCD智能焊后检测系统对BUSBAR焊缝实现代替人工全检,保证焊缝检测的准确性;
13、所有人工打螺栓工位辅助平衡臂,自动供料到枪头,减轻劳动强度,提供工作效率;
14、所有电芯、模组工装均为定位独立设计,方便兼容换型电芯或者模组;
15、大族自主开发MES系统,扩展方便,操作灵活,更大程度上适应不同厂家、不同工艺路线的控制及数据传输。
重要参数:
a、大功率振镜对焊接范围可达到220*180mm,光斑跳转速度快,光斑运动速度可以达到3000mm/s,速度可达一般的伺服电机平台的10倍以上。
b、焊接拉力 ≥2000N ;
设备能力指数 ≥1.67;
设备产品一次优率 ≥99.8% ;
设备故障率DT ≤2.0%;
整套系统 60S/module (按2P6S计算);
加上电芯装配段(光与装配段)
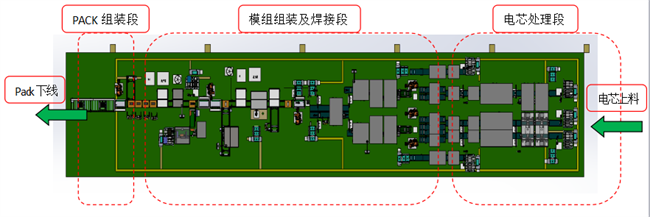
全自动软包模组智能生产系统
用于软包电池模组自动化生产整线,它集成了电芯处理段、模组组装及焊接段、PACK组装段等主要三大阶段,可以实现软包模组电池电芯处理,小单元模块焊接,模块堆叠再到模组组装焊接和产品搬运及物流等一整套工序。
方案组成:
方案由电芯处理段,模组组装及焊接段,PACK组装段等组成。
方案特点:
1、整个生产系统配置机器人、激光器、智能检测仪器和自动化设备,从而基本实现无人化的全自动生产,并能满足多种软包结构形式模组批量化生产;
2、全自动智能生产系统在各关键位置配置各种智能检测设备(如:CCD检测系统、视觉系统)进行智能分析,NG判别,以保证其产品的各项性能及指标;
3、焊接后有除尘位,防止焊渣预留在模组上影响产品质量;
4、下料实现成品的智能分拣;
5、采用先进的吸尘清洁系统,保证机器内部干净整洁,大幅度提升机器使用寿命;
6、全自动智能生产系统配有MES系统,且各关键工位的设备都有通过以太网接口与MES系统进行信息交换,本地保存。同时可以根据客户需要,与客户工厂的ERP系统进行实时互联。
转载请注明出处。
1.本站遵循行业规范,任何转载的稿件都会明确标注作者和来源;2.本站的原创文章,请转载时务必注明文章作者和来源,不尊重原创的行为我们将追究责任;3.作者投稿可能会经我们编辑修改或补充。

 热点推荐
热点推荐
 精选导读
精选导读




 关注我们
关注我们